




Нажмите “General Parameters” чтобы переключиться на интерфейс общих параметров, как показано на рис. 2-2.
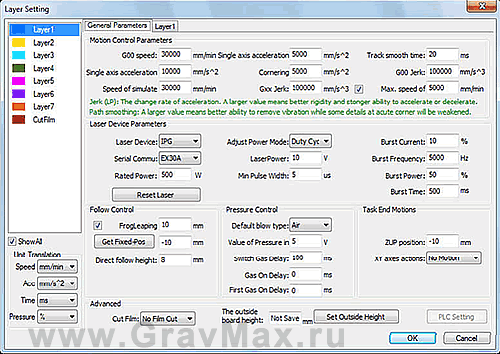
Рис. 2-2 Страница общих параметров
В этом интерфейсе вы можете установить общие параметры (включая скорость G00, ускорение по одной оси и т. д.), Параметры лазерного станка и параметры, относящиеся к слою.
Параметры управления движением
|
Параметр |
Диапазон |
По умолчанию |
Описание |
|
G00 Скорость |
[0.06 Мин.значение макс. скорости каждой оси] |
30000 мм / мин |
Скорость по умолчанию при позиционировании. |
|
Одноосное ускорение при позиционировании |
[100, 100000] |
10000 мм/с2 |
Одноосное ускорение при позиционировании |
|
Скорость имитации среза |
[0, Макс. значение макс. скорость каждой оси] |
30000 мм / мин |
Скорость имитации среза |
|
Одноосное ускорение при обработке |
[100, 100000] |
5000 mm/s2 |
Одноосное ускорение при обработке, см. 错误! 未找到引用源。 |
|
Ускорение поворота |
[0.001, 100000] |
5000 мм/с2 |
Макс. Ускорение на соседних двух осях, см. 错误!未找到引用源。. |
|
Gxx рывок |
[0.001, 9999999] |
100000 мм/с3 |
Скорость изменения одноосного ускорения при резке |
|
G00 рывок |
[0.001, 9999999] |
100000 мм/с3 |
Скорость изменения одноосного ускорения при позиционировании |
|
Время сглаживания |
[0, 0.064] |
0.02 с |
Чем больше время, тем более гладкой будет поверхность заготовки. Но некоторые детали могут быть ослаблены. |
|
Макс..скорость опорного круга |
[Мин. Скорость контрольного круга , мин. значение макс. скорости всех осей] |
5000 мм / мин |
Максимально допустимая скорость круга диаметром 10 мм, см. 错误!未找到引用源。. |
Параметры лазерного устройства
Лазерное устройство
Вы можете выбрать сопряженную лазерную машину. Поддерживаются основные типы лазерных потоков, включая SPI, IPG, Raycus, EO LIANPIN, MAX, ZKZM и TXSTAR. Среди них последовательность открывания лазерного затвора для лазерного устройства SPI и IPG заключается в открытии лазерного затвора через 5 секунд после открытия лазерного устройства..
Последовательное соединение
Последовательный порт для связи с EX30A. И он может быть подключен к COM1, COM2, COM3 и COM4. Опция «Нет» означает, что лазерное устройство напрямую подключено к станку. Модификация параметра может быть активирована после перезапуска программного обеспечения.
Регулировка режима питания
Если выбрана регулировка коэффициента заполнения, то кривая мощности скорости регулирует коэффициент заполнения; если выбрана аналоговая настройка, кривая мощности скорости регулирует пиковую мощность.
Мощность лазера
Указывает значение мощности, соответствующее 100%.
Минимальная ширина импульса
Когда ширина импульса меньше этого значения, используется это значение. Когда больше, ширина импульса контролируется коэффициентом заполнения.
Сброс лазера
После устранения ошибок лазерного устройства оно должно быть сброшено.
Ток импульса
Соответствует пиковой мощности импульса
Частота всплеска
Относится к частоте появления световых импульсов в пакете.
Мощность импульса
Это относится к коэффициенту заполнения в пакете.
Время импульса Это относится к длительности импульса лазера.
Следящий контроль
Мин. Расстояние прыжка
Когда расстояние меньше этого значения, система непосредственно перемещается к начальной точке следующего объекта, не поднимая режущую головку.
Получить фиксированное положение
Позволяет установить текущую координату станка по оси Z в качестве фиксированного положения, либо напрямую ввести положение высоты вручную.
Отслеживание макс. высоты
Если высота слежения и высота прокалывания трех сегментов ниже этого значения, система будет непосредственно следовать заданной высоте. Однако, если оно больше, система будет следовать за 1 мм и подниматься до заданной высоты.
Регулирование давления
Тип продувки по умолчанию
Указывает газ по умолчанию при открытом отверстии продувки, включая воздух, азот и кислород
Давление газа на холостом ходу
Указывает давление в нерабочем состоянии.
Задержка переключения газа
Используется для инкрементального и сегментированного прокалывания, определяет время задержки для переключения типа газа после прокалывания, если тип режущего газа отличается от типа газа при прокалывании.
Задержка включения газа.
Когда продувка переключается из выключенного состояния во включенное, система выполнит это время задержки.
Задание конечного положения
Положение оси Z
Указывает целевое положение, на которое режущая головка поднимается после обработки.
Положение по осям XY
Вы можете установить положение X и Y после обработки. Доступны следующие варианты: без движения, возврат к исходной точке заготовки, возврат в фиксированное положение и отметка точки.
Расширенные функции
Разрезание плёнки
Когда металлический материал с покрытием режется, если его плёнка не удаляется, он расплавляется и прилипает к режущей головке и детали. Таким образом, добавлены функции разрезания плёнки, в том числе «без разрезания пленки», «разрезание по одному», «разрезание по группам» и «глобальное разрезание ».
Без разрезания Это относится к прямой резке.
Разрезание одной Разрезать пленку перед обработкой одной формы
Разрезание по группам Отрезать пленку перед обработкой группы фигур, а затем выполните ту же операцию для других групп.
Глобальное разрезание Разрезать плёнку всех форм одним выстрелом до фактической обработки
Поскольку параметры обработки, такие как мощность резки плёнки и высота резки, отличаются от фактических параметров резки, восьмой слой обозначен как слой резки плёнки для установки надлежащих параметров резки плёнки.
Ввод снаружи
Высота наружной части: расстояние между режущей головкой и поверхностью заготовки при вводе снаружи. После установки высоты нажмите «Установить внешнюю высоту» (“Set Outside Height”) для подтверждения.