




Юстировка оптических волокон – наиболее важный параметр аппарата сварки оптических волокон. Она определяет стоимость аппарата и эксплуатационные характеристики.
Структура оптического волокна DCF
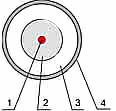
Оптическое волокно состоит из сердцевины легированной редкоземельными металлами (1), первичной оболчки - кварцевое волокно (2), вторичной оболочки - полимер (3) и защитное покрытие (4). Световой поток распространяется в сердцевине, отражаясь (как от зеркала) от границы раздела сред “сердцевина-оболочка”. Диаметр сердцевина одномодового оптического волокна 6-10 мкм, диаметр многомодового 50 или 62,5 мкм.
Оболочки оптического волокна обладают другими оптическими характеристиками, в отличии от сердцевины, что и обеспечивает отражение светового потока и удержание его в пределах сердцевины. Диаметр оболочки одномодового и многомодового волокна бывает125/200/250/400/600 мкм
В связи с тем, что основным элементом в производстве оптического волокна является кварц. Волокно обладает большой прочностью на разрыв и очень хрупкое в случае воздействия царапин. Поэтому на этапе производства, для защиты от механических и химических воздействий, оптическое волокно покрывают специальным лаком – буферным слоем.
В случае, если структура оптического волокна близка к идеальной, сварочные аппараты обслуживаются и эксплуатируются надлежащим образом, то потери на сварном соединении будут одинаково хорошими, не зависимо от выбора способа их юстировки перед сваркой. К сожалению, в реальности не всегда так получается. Использование дешевого кабеля с волокнами невысокого качества, может привести к повышении потерь на сварном стыке. Это обусловлено несколькими причинами:
- сердцевина у низко качественных волокон может быть смещена относительно центра волокна, в результате чего может наблюдаться несоосность сердцевин сращиваемых волокон
- сердцевина волокна может иметь овальное сечение, что приведет также к неполному совмещению сердцевин
- диаметры сердцевин свариваемых волокон могут отличаться
Юстировка волокон по оболочке ОВ по V-канавке
Юстировка по оболочке оптических волокон (по V-канавке) – это самый простой и наиболее дешевый способ юстировки. Сварочные аппараты с такой системой юстировки не определяют положение сердцевины в оптическом волокне, а сводят их по внешней оболочке посредством V-образных канавок. Потери на таком соединении несколько выше чем на стыке, образованном при юстировке по сердцевине. Это обусловлено несколькими причинами:
- аппарат не способен устранить потери, вызванные смещением сердцевины оптического волокна
- загрязнение V-образных канавок приведет к смещению осей волокон относительно друг друга
Вместе с тем, сварочные аппараты с юстировкой по оболочке обеспечивают потери на стыке на уровне 0,03 -0,05 дБ, что допустимо при монтаже городских сетей (допустимая норма потерь в городской сети 0,15 дБ/св.). А учитывая небольшую стоимость таких аппаратов – и экономически оправдано. Также сварочные аппараты такого типа популярны среди монтажников СКС, ЦОД и обслуживающего персонала систем передачи данных промышленных предприятий.
Сварочные аппараты с юстировкой (выравниванием) волокон по оболочке (по V-канавке) имеют всего 2 мотора, которые двигают оптические волокна по направлению друг к другу. Все выравнивание выполняется только за счет V – канавок. Именно поэтому аппараты такого типа особенно чувствительны к загрязнениям.
Среди таких аппаратов можно выделить приборы компании ILSINTECH: SWIFT-F3 и SWIFT-F1+, Fujikura FSM-12S
В последнее время появились модели сварочных аппаратов с активной V – канавкой. Они отличаются от описанных выше тем, что имеют 2 дополнительных мотора: для передвижения обоих свариваемых волокон в вертикальной плоскости. Это позволяет несколько уменьшить потери на сварном соединении и чувствительность сварочного аппарата к загрязнениям.
Одним из представителей сварочных аппаратов с активной V – канавкой является ILSINTECH KF4.
Юстировка (выравнивание, сведение) волокон по активной V канавке.
Способ юстировки волокон по активной V канавке является разновидностью сведения волокон по оболочке. Сварочные аппараты, использующие данный способ выравнивания в последнее время получают все большее распространение благодаря улучшенным характеристикам и сравнительно низкой цене.
В отличии от моделей с юстировкой по пассивной V канавке, такие аппараты уже имеют 4 мотора ( в моделях с пассивной V канавкой их всего 2), что позволяет лучше выравнивать волокна даже при наличии небольших загрязнений V канавки и держателей волокна. За счет этого достигается уменьшение потерь на сварном стыке, которые в некоторых случаях такие же, как и при сведении по сердцевине.
Вместе с тем, сведение все-таки происходит по оболочке, что не позволяет получить малые потери при сварке не качественных волокон, со смещенной или эллиптичной сердцевиной. Поэтому сварочные аппараты с юстировкой по активной V канавке не рекомендуется использовать для сварки магистральных ВОЛС. Зато для монтажа сетей доступа, СКС, волоконно-оптических сетей промышленных предприятий их характеристик более чем достаточно.
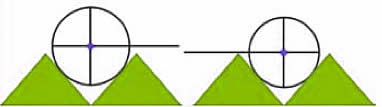
На рисунке 1 изображен принцип юстировки оптических волокон по активной V канавке.
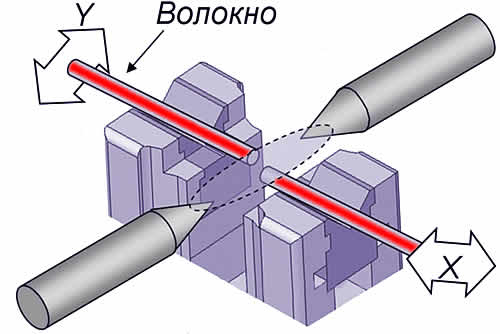
Рисунок 1 - Принцип юстировки оптических волокон по активной V канавке.
Волокна двигаются только в двух плоскостях, по осям X и Y. Первая пара моторов перемещает волокна навстречу друг другу, вторая – по вертикали. Выравнивание в горизонтальной плоскости по-прежнему осуществляется при помощи V канавок.
Юстировка волокон по сердцевине ОВ, метод PAS.
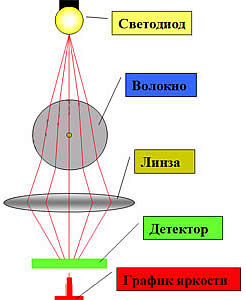
Метод сведения по сердцевине оптического волокна PAS – это наиболее распространенный метод юстировки, используемый в большинстве сварочных аппаратов Fujikura, Sumitomo, Greenlee, Fitel, ILSINTECH, Inno Instrument и др. Сварочные аппараты с такой системой юстировки изначально сводят оптические волокна по V-образной канавке (как и сварочные аппараты с выравниванием по оболочке), но в случае выявления несоосности сердцевин, они также имеют возможность дополнительной регулировки положения волокна. Для этого в сварочных аппаратах используются специальные моторы. Суть метода заключается в том, что оптическое волокно просвечивается пучком света, перпендикулярно расположению оптических волокон. В связи с тем, что характеристики сердцевины ОВ и его оболочки отличаются, свет прошедший через них отклоняется от первоначальной оси под разными углами. Это фиксируют 2 камеры, при помощи специального программного обеспечения определяют положение сердцевин свариваемых волокон и сводят их.
Таким образом минимизируются потери, обусловленные смещением сердцевин ОВ относительно центра. Аппараты с такой системой юстировки также менее чувствительны к загрязнению V-образных канавок. Типичные потери на сварном соединении в таких сварочных аппаратах находятся в пределах 0,01 – 0,05 дБ в зависимости от типа свариваемого волокна. Это вполне удовлетворяет требованиям по построению не только городских линий (сети доступа), но и магистральных ВОЛС и обуславливает наибольшую популярность сварочных аппаратов с PAS системой выравнивания волокон.
К сожалению, более сложная система построения таких сварочных аппаратов приводит к большей стоимости последних.
Сварочные аппараты с юстировкой по сердцевине имеют 6 моторов, которые позволяют двигать волокна: по направлению друг к другу, в вертикальной и горизонтальной плоскости. Это позволяет с высокой точностью свести сердцевины оптических волокон даже при наличии загрязнений в V-канавке.
LID система юстировки оптических волокон
LID (Local Injection and Detection) – система юстировки, которая подразумевает сведение волокон не по оболочке или сердцевине, а по максимальному уровню мощности сигнала.
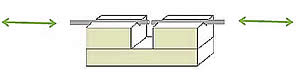
Принцип работы LID системы юстировки оптических волокон:
Волокна, которые укладываются в сварочный аппарат незначительно изгибаются, что позволяет вводит и выводить из них часть оптического сигнала. В первое волокно вводится тестовый оптический сигнал. На изгибе второго волокна – часть введенного сигнала выводится и попадает в детектор мощности. Сварочный аппарат сводит оптические волокна таким образом, чтобы на выводе получить сигнал максимальной мощности. Причем юстировка продолжается даже в процессе сварки, что позволяет достичь минимальных (до 0 дБ) потерь на соединении.
Однако минимальные потери в таком случае можно гарантировать только при проведении измерений с точки А в точку В. В обратном направлении потери на сростке могут отличаться. Сварочные аппараты с таким методом юстировки дороги и не имеют широкого распространения. Кроме того, LID система юстировки имеет ряд недостатков: высокие требования к качеству скола, сложность ввода / вывода излучения через 900мкм оболочку и в волокна со сложным профилем показателя преломления. В связи с этим, метод LID в сварочных аппаратах чаще всего комбинируется с другими методами юстировки.
LID используется в сварочных аппаратах Corning (Siemens)