

Зачем нужна задержки при лазерной сварке и лазерной маркировке?
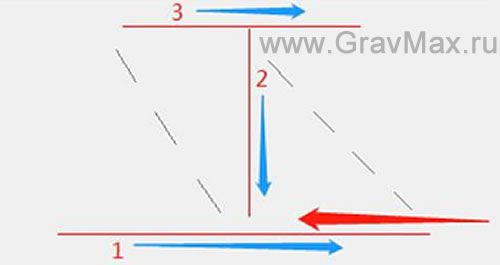
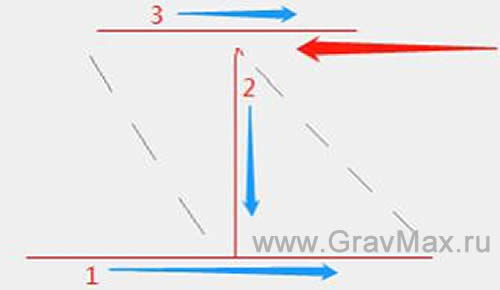
Система сканирования состоит из зеркал, гальваномоторов и линзы. Существуют задержки в передаче сигналов движения между компьютером, контроллером и гальвомоторами. Движущиеся зеркала имеют инерцию. Существует неопределенная задержка между «гальваносканатором и контроллером» и «истинным движением лазерного излучения».
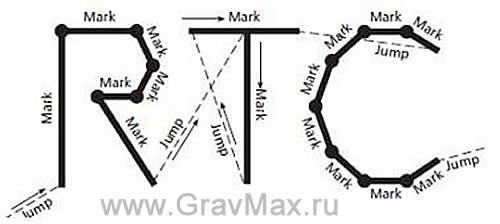
Из-за задержек отладка процесса лазерной сварки и лазерной маркировки требует установки пяти типов задержек:
- задержка включения лазера,
- задержка выключения лазера,
- задержка при переходе,
- задержка в узлах,
- полизадержка.