




При резке толстого листа нержавеющей стали образуется плазменное облако, которое поглощает энергию лазера и снижает энергию резки. Газ с трудом может сдуть плазменное облако на высоте резки. Для решения этой проблемы применяется метод направляющей линии. После выполнения прожига лазерная головка останется в более высоком положении и сдует плазменное облако, затем замедлит скорость в горизонтальном направлении, чтобы компенсировать потерю давления и обеспечить прорезание пластины.
При резке толстого листа вы можете установить технику подачи, включая скорость, мощность, высоту шага и стабильное расстояние.
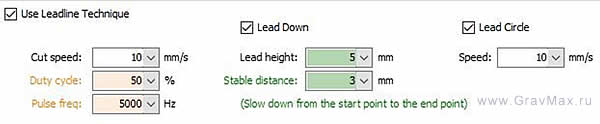
Описание лазерной резки по направляющей линии:
1. Прокол в начальной точке направляющей линии;
2. Лазерная головка поднимается на высоту направляющей, чтобы сдуть плазменное облако;
3. Опускание лазерной головки на высоту реза и резка со «скоростью движения» на протяжении «стабильного расстояния»;
4. После выхода за пределы стабильного расстояния начнется нормальная лазерная резка.