




После включения питания и завершения инициализации автоматически загружается основное меню, как показано на рисунке ниже:
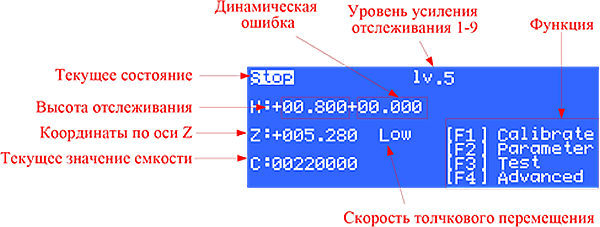
Основное меню отображает следующую информацию:
Текущее состояние: состояние отслеживающей системы. Возможны следующие состояния:
A. STOP: ось Z в состоянии ожидания.
B. : краткосрочное состояние между состоянием перемещения (MOVING) и остановкой (STOP). Переходит в состояние STOP после полной остановки.
C. MOVING: Перемещение по оси Z во время обработки.
D. FOLLOW: Датчик отслеживания отслеживает положение листа во время прошивки и резки.
E. ORIGIN: Возврат к началу координат станка по оси Z.
F. JOGGING: Толчковое перемещение по оси Z.
G. LIFT UP: Отключение датчика отслеживания и подъем в положение STOP. Уровень усиления отслеживания: диапазон от 1 до 30. Чем выше уровень, тем меньше средняя ошибка, выше скорость отслеживания и перемещения. Однако при слишком высоком уровне усиления могут возникнуть автоколебания. Поэтому рекомендуется при установке данного параметра использовать автонастройку.
Высота отслеживания: текущая высота отслеживания может быть скорректирована при помощи клавиш <+0.1> и <-0.1> с шагом 0,1 мм. Режим отслеживания можно сменить при помощи клавиш <SHUT> и <FOLLOW>. После нажатия клавиши <SHUT> произойдет подъем по оси Z в точку остановки (по умолчанию в положение Z=0; значение данной точки может быть изменено при помощи нажатия клавиши <F2> в меню параметров).
Кроме того, в режиме управления через Ethernet высота отслеживания настраивается через ПО CypCut.
Динамическая ошибка: в состоянии отслеживания показывает значение ошибки отслеживания в реальном времени.
Расстояние H между датчиком отслеживания и поверхностью листа: в пределах диапазона измерения емкости (диапазона калибровки) расстояние между датчиком отслеживания и поверхностью листа равно сумме высоты отслеживания и динамической ошибки. При превышении диапазона измерения сумма «установленной высоты отслеживания» и «динамической ошибки» будет равна диапазону калибровки.
Координаты по оси Z: после нахождения начала координат определяется значение механических координат по оси Z. Увеличение значения происходит при перемещении вниз.
Текущее значение емкости C: принцип систематической дискретизации состоит в том, чтобы получить расстояние, измеряя емкость между датчиком отслеживания и материалом. Чем ближе датчик отслеживания к листу, тем больше значение емкости. Емкость станет равной нулю, если датчик отслеживания коснется листа.
Скорость толчкового перемещения по оси Z: «L» означает низкую скорость перемещения при толчковом перемещении, «H» – высокую скорость. Переключение между скоростями толчкового перемещения осуществляется при помощи клавиши <SHF>.
Для толчкового перемещения используются клавиши <↑> и <↓>.